| ��ǰλ�ã���� > - �������� > - �ИI�� |
������̼�l�ݔD�ܰ弼�g����
|
| �l���r�g��2021/1/12 17:10:40 ��Դ���ؑc�D�ܰ� �g�[�Δ���2355 |
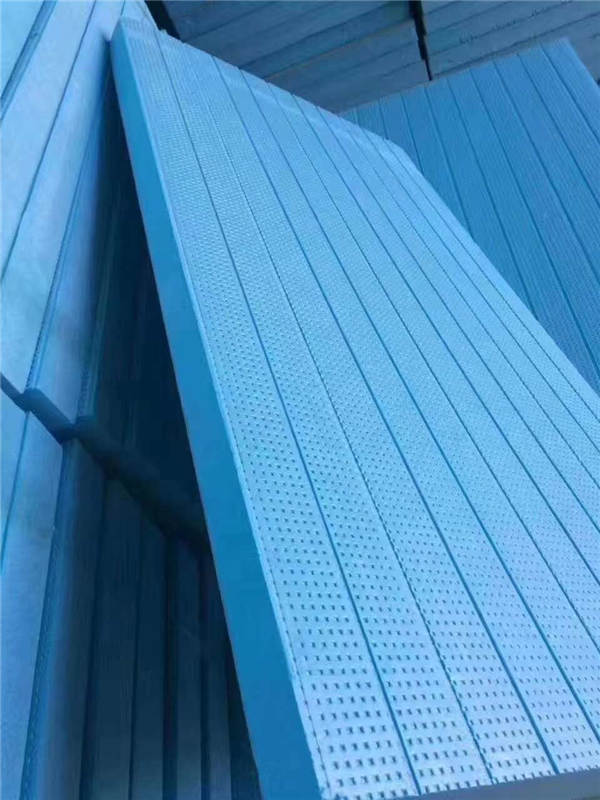
�S����������̭�M�̵ļ��٣��D�ܰ��M���ИI��ϴ�Ƶ��A�Ρ�һ�����ܵ������h�����T�ıO�죬��һ�����ܵ��������q�r�ĉ������ټ���Һ�����l�l���ը�¹ʵİl�����D�ܰ����a�S��Ҫ���������횸����O�䣬ĿǰΨһ���x����Ƕ�����̼�l�ݹ�ˇ�ĔD�ܰ��O�䡣��2018���_ʼ���D�ܰ��ИI���Q������̼�O���M���˱��l�ڣ�������̼�O���Ј�Ҳ���~�����s�����ڶ�����̼�l�ݼ��g�y�ȷdz��ߣ���Ҫ������ԇ���L�ڌ��`���ķe�ۣ����ԣ��]���аl�v�̺�ԇ�l�����O��S�ң����g���������ƣ��O�����ò���λ���{��r���M���Ј����D�ܰ���IҲ���r���T����Lُ�I����Y������Ȼ�x���_����������ɷ�������̭���صף����ڿ������¸��Q�O����L�U��
������̼�c�������l�����ą^�e֮һ����ϵ�y�����IJ�ͬ����������7��12�������Ϻ����װl�ݣ��ܽ����c��ɢ���dz����㣬�@Ҳ�ǔD�ܰ��ʲô�x����������l�݄���ԭ������̼����h���ԺͰ�ȫ�Գɞ��������Ψһ���Ʒ���ּ��σr����������ܔD�ܰ����a��I�Č��ۣ���������̼�����İl�ݱ��ʵ��Һ��y�cPS���ںϣ���˱�횰��������ڳ��R���B�²�������M�����Ժ�ʹ�á�������̼�ڳ��R���B�£����ܽ�����Һ�B���B��100�������Ժ�İl�ݱ���Ҳ�h������������ˣ�ʹ�ö�����̼�l�ݣ������������٣�����ݿ�ā������ͬ���ؔD�ܰ及�ȱȷ����������15%���ҡ�
��˃���ı��F����Ȼ�x���_�������O��ͿƌW��֔�Ŀ����ֶΣ�16��20MPa��ϵ�y��������Ҫ����Ҫ���҂���횰Ѱl�݄���һ�A�ݗU�ϣ�����ע���c֮�����ӻ쟒Ԫ����һ�A�ݗU�۟���������ע��l�݄����쟒�����A�ݗU���ء���������ϡ��D���l�ݡ����ڶ�����̼�������ݵ����ԣ�����������ݔ���^����Ҫ��ʼ�K���ֻ쟒��B�����y�D�ܰ��O���ЃɷN����ʽ��T�κ�h�Σ��@�ɷN��ʽ���ڷ�����������ʹ�ã������ڶ�����̼�D�ܰ��O�䣬T�������m��h�����䲻�ɏ��a��ȱ�ݡ�����ʹ������ݔ���^���ж�����̼�cPS��ʼ�K���ֳ�ֻ�ϣ��ͱ����һ�A�ݗU�Ͷ��A�ݗU���B��̎���b�o�B�������T�ΰ��b��ʽ�������û��Ԫ�����B��ͨ�����g��M����h���B�ӷ�ʽ���ɱ����Ҫʹ�Ï��^�����^���ֵĿն�������������gͻȻ�Ŵ��γɜp����B �@�N�B�ݕ���ɶ�����̼현�����Uɢ�����ѻ�Ϻõİl�݄���׃�ò������A�l���ݗU�mȻ�ǻ�Ϟ��������F�ڴ��ʹ���˵��D�ٴ�ݔ�����ݗU��ʽ�������ڽ��أ��������ڻ쟒�����һ���o�B����������\�@���Ȟ���Ҫ����h���B�ӷ�ʽ�Џ��^��ʹ����ʹ���o�B����������ô���ۿۡ��@Ҳ����ɶ�����̼�l��Ч�����õ���Ҫԭ��֮һ��
|
 ���]�aƷ ���]�aƷ |
|
|
|